

W przypadku, kiedy dysponujemy w naszym zakładzie produkcyjnym zaawansowaną frezarko-tokarką wyposażoną w oś B, mamy możliwość używając narzędzi CAMWorks, przekonwertowania tradycyjnej ścieżki wykańczającego toczenia wzdłużnego na program, w którym będziemy mogli swobodnie pochylać narzędzie tokarskie, wykorzystując w pełni możliwości kinematyczne, które daje nam taka maszyna. To rozwiązanie zwiększa zakres pracy narzędzia i świetnie się sprawdza w momencie, kiedy mamy bardziej skomplikowany kształt, z jakimiś podcięciami, miejscami, gdzie w tradycyjnym podejściu, musielibyśmy użyć kilku operacji i kilku narzędzi o różnej geometrii, żeby ostatecznie wykonać dany kształt. Używając w CAMWorks funkcji Ciągła oś B, jesteśmy w stanie wykończyć detal o bardzo skomplikowanym kształcie, używając do tego tylko jednej operacji.
Aby wykorzystać tą funkcję, dobrze będzie zacząć od definicji samego narzędzia. W tym wypadku istotne znaczenie będzie miało opisanie dodatkowo odpowiedniego kąta czyszczenia z przodu i z tyłu płytki.
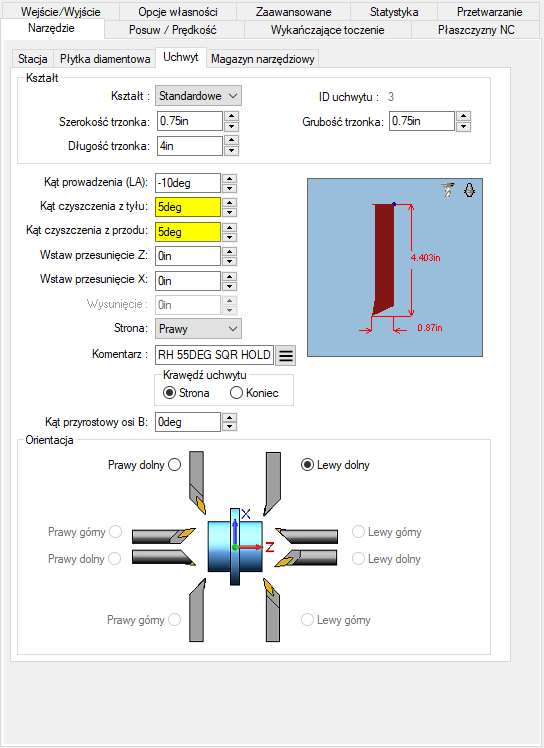
Pamiętamy, że kąt prowadzenia wynika z geometrii samego narzędzia. Te dane możemy zawsze znaleźć w katalogu producenta. To na co chciałem zwrócić uwagę, to Kąt czyszczenia z tyłu i Kąt czyszczenia z przodu.
Żeby zrozumieć do czego służy parametr Kąt czyszczenia z tyłu najlepiej będzie odnieść się do zdjęcia poniżej.
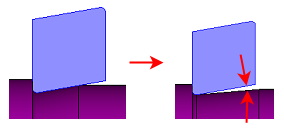
Kąt czyszczenia z tyłu = 0º Kąt czyszczenia z tylu = 5º
Definiuje on odstęp między tyłem płytki, a obrabianym detalem. Stosowanie tego parametru w praktyce zapobiega przed kontaktem tyłu płytki z materiałem, który może prowadzić do powstawania wibracji i generować dodatkowe ciepło, co nie jest pożądane. To może naruszyć nasz detal i skrócić żywotność samego narzędzia. Ta opcja działa dla wszystkich typów płytek za wyjątkiem płytek okrągłych, płytek do rowkowania i do gwintowania.
W analogiczny sposób działa parametr Kąt czyszczenia z przodu.

Kąt czyszczenia z przodu = 5º
Ten parametr z kolei definiuje odległość między przodem płytki a obrabianym materiałem.
Zapobiega dokładnie przed tym samym zjawiskiem, co parametr, który opisywałem powyżej, przy czym tutaj program bierze pod uwagę przód płytki.
Mając to wyjaśnione, możemy przejść teraz do omówienia opcji Ciągła oś B. Znajdziemy ją w zakładce Wykańczające toczenie.
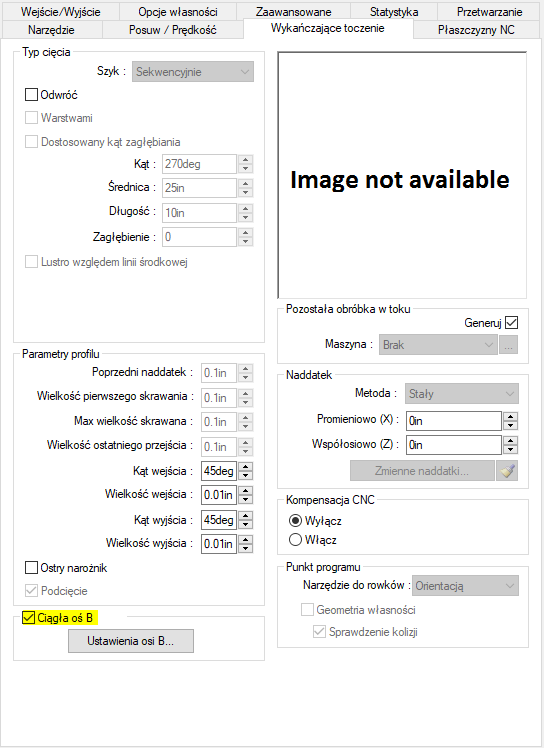
Po kliknięciu w przycisk Ustawienia osi B…, naszym oczom ukaże się okno kontroli narzędzia w osi B.
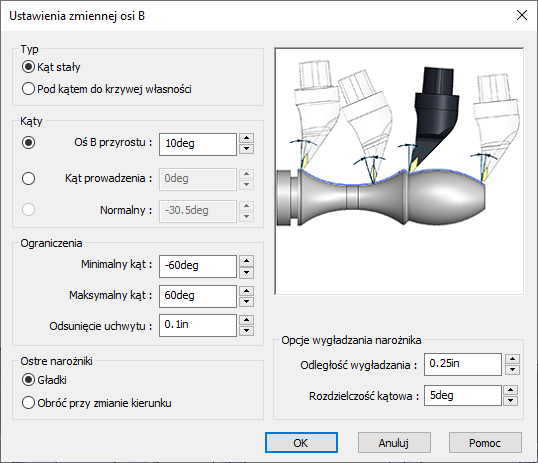
Parametry dostępne w tym oknie pozwolą nam lepiej dostosować kąt pochylenia narzędzia względem obrabianego konturu.
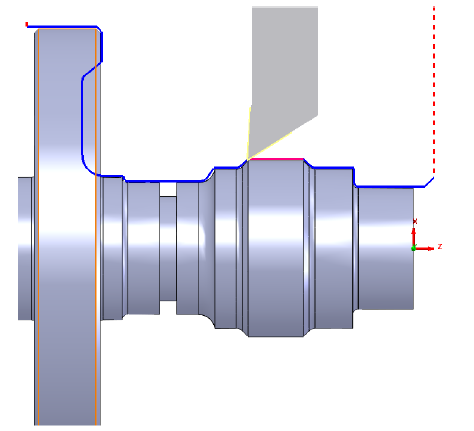
Przy wyborze opcji Kąt stały narzędzie będzie się pochylało tylko w miejscach, gdzie materiał nie może być skrawany utrzymując zdefiniowany przez użytkownika kąt prowadzenia. Innymi słowy, narzędzie będzie prowadzone pod zdefiniowanym stałym kątem i pochylało się dopiero wtedy, gdy nie będzie mogło dojść do określonego miejsca. Mamy do wyboru dwie opcje definicji takiego kąta:
- Oś B przyrostu
- Kąt prowadzenia
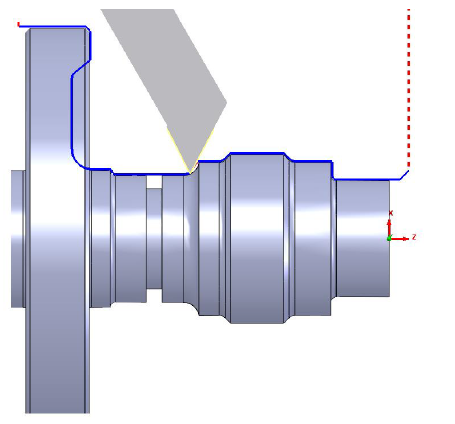
Opcja Pod kątem do krzywej własności będzie nam pochylała narzędzie w taki sposób, żeby utrzymać stały kąt prowadzenia, albo normalną do krzywej własności. Rezultatem będzie przeważnie ruch narzędzia z większą liczbą pochyleń.

Ostatnią grupą parametrów mających znaczny wpływ na otrzymany kształt ścieżki będą Ograniczenia.
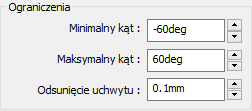
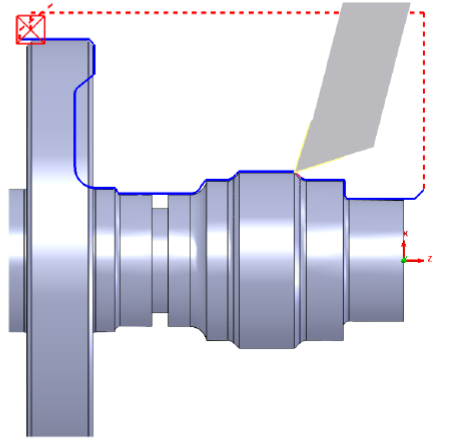
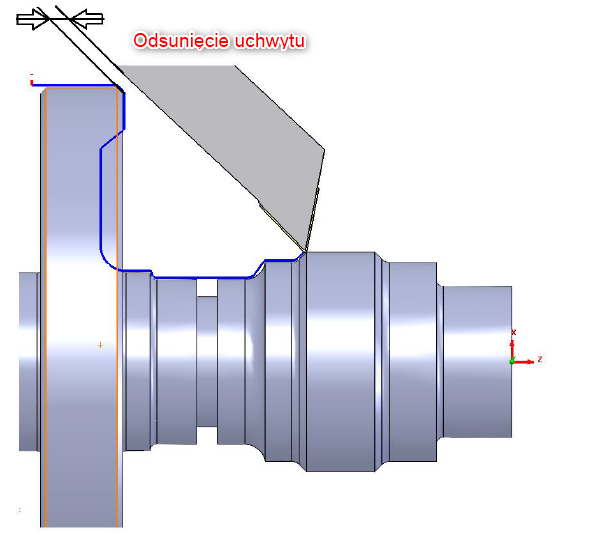
Ograniczenia minimalnego i maksymalnego kąta dotyczą zakresu osi B, w jakim chcemy, żeby nasze narzędzie pracowało. Nie możemy tutaj przesadzać z maksymalnym zakresem ruchów, gdyż łatwo w ten sposób uszkodzić detal, uderzając w niego np. oprawką. Dodatkowo mamy możliwość zdefiniowania odległości od jakiej ma się odsuwać uchwyt od obrabianego konturu, co prezentuje obraz poniżej.
W ustawieniach zmiennej osi B można też kontrolować przejście płytki w takich miejscach jak ostre narożniki. Tutaj mamy do wyboru dwie opcje.
- Gładki
- Obróć przy zmianie kierunku
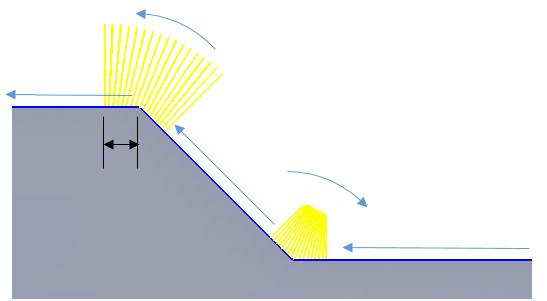
Kiedy wybierzemy opcję Gładki, narzędzie będzie się stopniowo pochylało w miejscach, gdzie krzywe łączą się pod kątem. W tym momencie zdefiniowany przez nas kąt nachylenia narzędzia nie będzie brany pod uwagę w danym segmencie własności. Długość takiego segmentu możemy wyznaczyć parametrem Odległość wygładzania, a Rozdzielczość kątowa będzie wpływała na maksymalny kąt, o jaki będzie się obracało narzędzie w każdym kolejnym kroku do osiągnięcia docelowej wartości. Najlepiej zobrazuje to poniższa ilustracja.
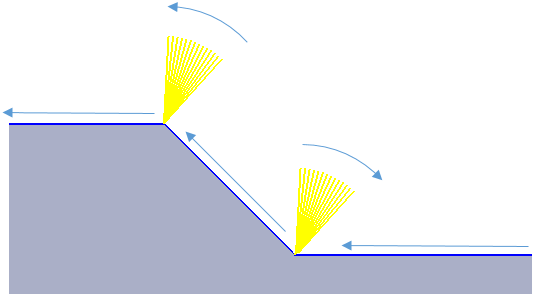
Z kolei, kiedy zaznaczymy Obróć przy zmianie kierunku, narzędzie będzie zmieniało kąt pochylenia w konkretnym punkcie, czy narożniku danej własności.
Mając do dyspozycji tokarkę z możliwością toczenia w osi B, możemy wykorzystać to narzędzie do konfigurowania ciągłej osi B. Ta funkcjonalność pozwoli nam zoptymalizować nasz program, zmniejszyć liczbę operacji, tym samym zmniejszyć liczbę narzędzi potrzebnych do wykonania naszego detalu, co sumarycznie będzie prowadziło do zredukowania czasu potrzebnego na wymiany narzędzi i ostatecznie do skrócenia czasu obróbki.
W przypadku dodatkowych pytań zapraszamy do kontaktu: camworks@solidexpert.com